色差仪,色差测试仪,广泛应用于塑胶、印刷、油漆油墨、纺织、印染服装等行业的颜色管理领域,根据CIE色空间的Lab,Lch原理,测量显示出样品与被测样品的色差△E以及 △Lab值。适合企业内、外部色彩评价和数据管控。可分为台式色差测试仪和便携式色差测试仪。

色差仪根据外观形状,可以分为:
1、手持式色差仪--能直接读取色差数据,一般不能连电脑,不带软件。使用方便、价格便宜,但精度较低。在颜色管理的一般领域使用广泛。
2、便携式色差仪--又称便携式分光测色仪,能直接读取数据外,还能连电脑,带软件。体积较小,便于携带,精度较高,价格适中。
3、台式色差仪--又称台式分光测色配色仪,一般无读数显示,连电脑时使用测色、配色软件,具有高精度的测色和配色功能,体积较大,性能稳定,价格较高。色差仪产品特征:
3.1 获得国家计量认证; 3.2专业设计标准,强大功能配置;
3.3 通过黑白校准功能,提高每次测量准确性;
3.4 同类产品性价比高; 3.5中英文切换操作;
3.6人体工程学设计; 3.7能通过手动输入设置L*a*b值;
3.8 能实现黄白度测试; 3.9大量数据存储
3.10 能多点测试求平均值; 3.11PC电脑数据管理;
3.12 适合企业内,外部色彩评价和数据管控;
3.13 显示精度0.01; 3.14重复精度标准差值0.06
1、自动比较样板与被检品之间的颜色差异,输出CIE_Lab三组数据和比色后的△E、△L、△a、△b四组色差数据,提供配色的参考方案。
2、具有样品和单次两种测量模式,满足不同场所测量的需要,操作简洁、测量精确。
3、仪器为便携式。有电池和外接电源两种供电方式,方便实用。
4、安装有USB的扩展接口,可以与电脑连接显示。
照明/受光系统
8/d(8°照明/漫射受光),含镜面反射光(SCI)
显示模式
色度值:L*a*b, L*c*h, ΔE*ab, XYZ, 相对RGB值;
色差值:Δ( L*a*b),Δ(L*C*H);白度值:亨特白度,甘茨白度;
黄度值:YI .
测量范围
L*:1~100
测量条件
CIE 10°标准观察者
CIE D65光源
重复性
标准偏差∆E*ab0.6以内(测量条件:测量白色校正板30次)
存储
标准样100组,每组标准样下测试样100组测量时间约0.5秒
测量光源
Led组合光源
界面语言选择
中文、英文
电源
4节AAA1.5V碱性电池或镍氢电池、专用适配器DC5V
接口
USB 2.0 ,打印机
工作温湿度
0°C~40°C,相对湿度80%以下(35°C),无凝露
重量
550g
尺寸
77*86*210mm
1、安置好白板,按下电源开关键,出现开机动画,正在进行自动黑白板校正。
2、自动校正完成,进入标准测量测量。
3、按一下仪器右侧的测试键,读出标准样的L*a*b*绝对值。
4、按下enter键,将测试口对正样品的被测部位,按一下测试键,等"嘀"的一声响后才能移开镜头,此时显示该样品与标准样的色差值:dL*、da*、db*等。
5、根据前面所述的工作原理,由dL、da、db判断两者之间的色差大小和偏色方向。
6、重复第3、4点可以重复检测其他被检物品与第3点标准样品的颜色差异。
8、若要重新取样,重新返回到标样测量界面,直接按键读取数据即可。
9、测试完后,关闭电源。用保护袋和箱子储存好仪器。
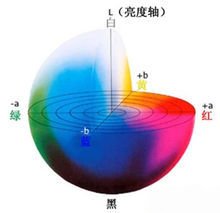
自动比较样板与被检品之间的颜色差异,输出L、a、b三组数据和比色后的△E、△L、△a、△b四组色差数据。
△E总色差的大小,
△L+表示偏白,△L-表示偏黑
△a+表示偏红,△a-表示偏绿
△b+表示偏黄,△b-表示偏蓝
当用户拿到一个样品的时候,需要再现出和这个样品相同的颜色,这个时候需要反复打样,以前是靠人眼比较所打出的小样和标准样品之间的差别,当在允许范围内时,把工艺交给车间去生产.由于人眼的主观因素,这个差值很难确定,这时候,可用色差仪测量小样品和标准样品的差值,根据差值来确定样品的色差是否符合范围,这样可以减小人眼观测的不确定性。
下面举一个例子:
假如标准样品的色坐标是:
L*=74.40,a*=1.67,b*=23.80
把标准样品的测量值设定为标准,再测量小样,得到小样的结果:
L*=74.39,a*=0.67,b*=20.30;dL*=0.01,da*=1.0,db*=1.50
可以看到,下次修正小样配方的时候要加加绿(或减红),加蓝色(或减黄色),具体可根据试验结果自己确定加的程度,反复几次,直到色差在允许范围内,有经验的用户根据色差仪的数值,基本能在2-3次之间确定配方的比例.
当配方确定好以后,投入生产,由于生产中诸多因素的变化,批量的产品可能出现颜色偏差,这样,必须在生产中经常用色差仪测量颜色偏差,来调整生产工艺,以达到产品颜色的一致性
现在的客户一般提供色卡或样品,这样再和用户签订合同的时候,尽量要保存实物作为标准,再高档的仪器,根据实际环境也有偏差,国家的颜色基准都是用标准白板和色板作的基准,而不是以仪器作的基准。
一客户提供给厂家一套颜色坐标,没有提供标准样品在这种情况下,一定要搞清楚客户提供的色坐标是在哪个颜色空间测量的,还有照明条件,光源类型,不同的色坐标空间,测得的数值相差很大,并且没有可比性,同一颜色空间的下,照明条件不同,色品坐标也相差比较大,但色差比较小.
建议:让客户提供标准样品,用标准样品来和用户量传,用标准样品作基准,控制色差
上面举例的都是CIE1976的标准空间,一定要根据用户的色坐标空间来确定当前仪器的色坐标空间所有的仪器,包括分光类的三恩驰高精度色差仪,都是用标准白板作的基准来调整仪器,当仪器使用一段时间后,一定要用随机带的标准白板重新标定仪器,达到最高的测量精度。
简单描述测量物体(纸张等)反射的颜色和色差、测量ISO亮度(蓝光白度R457)以及荧光增白材料的荧光增白度、测量CIE白度(甘茨白度W10和偏色值TW10)、测量陶瓷白度、测量建筑材料和非金属矿产品白度、测量亨特系统Lab和亨特(Lab)白度、 测量黄度、测量试样的不透明度、透明度、光散射系数和光吸收系数、测量油墨吸收值。
详细介绍
1 用途
1.1 测量物体反射的颜色和色差。
1.2 测量ISO亮度(蓝光白度R457)以及荧光增白材料的荧光增白度。
1.3 测量CIE白度(甘茨白度W10和偏色值TW10)。
1.4 测量陶瓷白度。
1.5 测量建筑材料和非金属矿产品白度。
1.6 测量亨特系统Lab和亨特(Hunter)白度。
1.7 测量黄度。
1.8 测量试样的不透明度、透明度、光散射系数和光吸收系数。
1.9 测量油墨吸收值。
2 执行标准
本仪器执行以下标准:
GB 7973:纸浆、纸及纸板漫反射因数测定法(d/o)。
GB 7974:纸及纸板白度测定法(d/o)。
GB 7975:纸及纸板颜色测定法(d/o)。
ISO 2470:纸和纸板蓝光漫反射因数测定方法(ISO白度)。
GB 3979:物体色的测量方法。
GB 8940.2:纸浆白度测定法。
GB 2913:塑料白度试验方法。
GB 1840:工业薯类淀粉测定方法。
GB 13025:制盐工业通用试验方法,白度的测定。
纺织行业标准:化学纤维用浆白度测定方法。
GB T/5950:建筑材料与非金属矿产品白度测量方法。
GB 8425:纺织品白度的仪器评定方法。
GB 9338:荧光增白剂的白度测定方法。
GB 9984.1:工业三聚磷酸钠白度的测定。
GB 13176.1:洗衣粉白度的测定。
GB/T 13835.7:兔毛纤维白度试验方法。
GB 4739:日用陶瓷颜料色度测定方法。
GB 6689:染料色差的测定,仪器法。
GB 8424:纺织品颜色和色差的测定方法。
GB 11186.1:涂膜颜色的测量方法。
GB 11942:彩色建筑材料色度测量方法。
GB 13531.2:化妆品色泽三刺激值和色差△E*的测定。
GB 1543:纸的不透明度测定法。
ISO 2471:纸和纸板不透明度测定法。
GB 10339:纸及纸浆的光散射系数和光吸收系数测定法。
GB 12911:纸和纸板油墨吸收性测定法。
GB 2409:塑料黄色指数试验方法。
3 主要技术特性
3.1 模拟D65照明体照明。采用CIE 1964补充色度系统和CIE 1976(L*a*b*)色空间色差公式。
3.2 采用d/o照明观测几何条件。漫射球直径150mm,测试孔直径25mm,设有光吸收器,消除试样镜面反射光的影响。
3.3示值精度: 色品坐标0.0001,其余0.01。
3.4测量值的稳定性: 预热后,30min内, ≤0.1。
3.5重复性: Rx、Ry和Rz s≤0.10
色品坐标 s≤0.0010
R457值 s≤0.10
3.6 试样尺寸:测试平面不小于Φ30mm ,厚度不超过40 mm 。
3.7 电源:交流220V ± 10%, 50Hz,0.4A。
3.8 通信接口: RS-232
3.9 工作环境:温度5~35℃,相对湿度不超过85%。
3.10 尺寸和重量:364×264×400(mm),17kg。
色差仪可以应用到各行各业,无论你从事什么行业,只要你和色彩打交道你就离不开色差仪,色彩千变万化可能只是小小的一个细节就能带来很大影响,所以在色彩管理方面我们要时时正确的监控,保来发高精度色差仪把色彩量化,以数据的形式呈现可能更变于我们管理。那么色差仪有什么用?色差的用途是什么? 色差仪主要用于检测颜色,调配颜色,所用行业包括:塑胶、表面处理(喷涂、电镀等),印刷,纺织等涉及表面颜色检测的行业。 据09年销售出的机器做的统计,塑胶行业约占50%的比例,其次为表面处理行业(喷涂、油漆和电镀等)约占30%。随着色差仪的越来越普及,不论在配色、控制生产和成品检测中,色差仪越来越扮演着重要的角色。用色差仪参与调色的最大好处是能根据色差仪提供的数据,参考色品图,来修正配方,能更快更准确的完成配色的任务。
