近年来,电镀工业的发展迅速,并且呈现出色差仪的使用成为行业的标准的趋势。色差仪的出现,为电镀行业的发展提供了快速、准确的色彩管理服务。

一般电镀色差仪测量色差的步骤:
1、先校准色差仪,使用自带的标准白板
2、测量标准的颜色(标准:L*a*b*)
3、测量样品的颜色(样品:L*a*b*)
4、仪器自动计算出色差的数值DeltaE
当然,色差有好几个计算公式,常用的有DE76(DEab)、DE94、DE2000、DECMC等,这几个公式大多应用的行业不同。
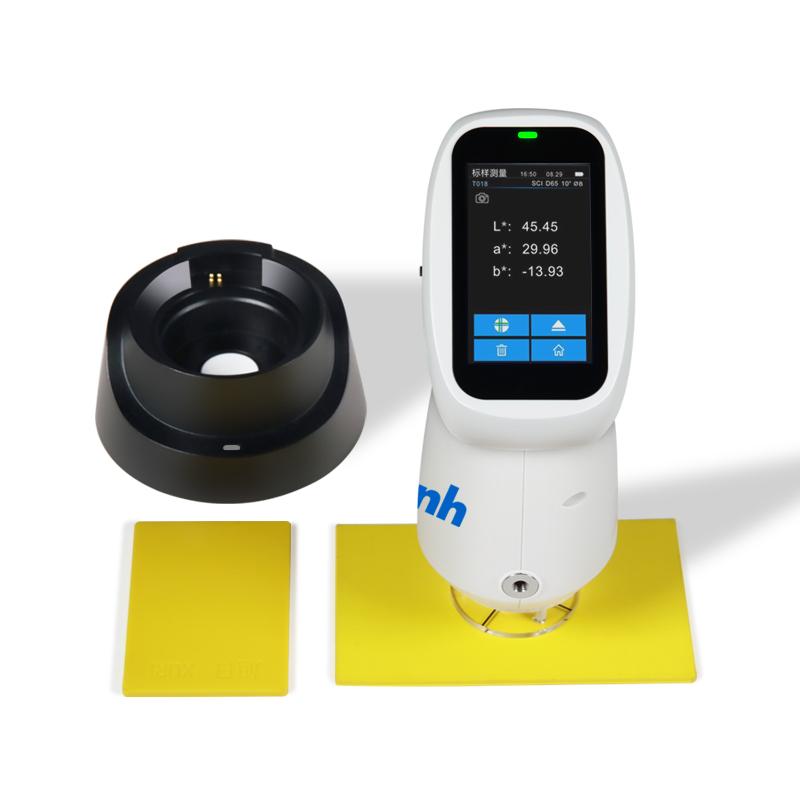
这里我们以保来发色差仪为例来详细为大家讲解下。电镀色差仪主要组成部分为:光源、积分球、光栅、光电检测器和测色软件,假如测得有两组数据,分别为样品以及标准品的L、A、B值,△代表变化,那么色差△E的计算公式为:
△E=[(△L)2+(△a)2+(△b)2]1/2
△L=L样品-L标准(明度差异)
△a=a样品-a标准(红/绿差异)
△b=b样品-b标准(黄/蓝差异)
我们光知道了色差计算公式还不行,还不许要弄清楚其表示的含义,才能更好的掌握色差值△E的标准范围。
通常,我们都是用△E来表示总色差的大小,数值越小表示色差越小,△L是表示黑白程度的,△a是表示红绿差异的,△b是表示黄蓝差异的。
△L+表示偏白,△L-表示偏黑
△a+表示偏红,△a-表示偏绿
△b+表示偏黄,△b-表示偏蓝
每个客户对于△E要求的标准范围都不相同,而不同行业的△E的要求也是不相同的,但是总体来说可分为以下几个阶段:
0 - 0.25△E
△E值的范围在上面的范围,代表非常小或没有;理想匹配
0.25 - 0.5△E
△E值的范围在上面的范围,代表微小;可接受的匹配
0.5 -1.0△E
△E值的范围在上面的范围,代表微小到中等;在个别一些行业应用中可接受
1.0 -2.0△E
△E值的范围在上面的范围,代表中等;在特定的行业应用中可接受
2.0 - 4.0△E
△E值的范围在上面的范围,代表有差距;在非常少的行业特定应用中可接受
4.0△E以上
△E值的范围在上面的范围,代表非常大;基本是不可接受
1、底涂后产品的放置时间越长越容易色差,电镀好的成品长时间也不喷面漆,也会造成这个问题。
2、电度的电流和电压、自转,蒸发时间,电镀材料的多少和放置都会有影响,还有真空度的高低也会有影响。
3、电镀车间的空气湿度会影响到色差,工件的大小和形状也会影响。
4、底漆未干透,这个也是造成色差的重要原因。
5、电镀材料的纯度也会导致电镀件表面出现色差问题。
为了确保电镀件的颜色品质,厂商在批量生产前,首先就需要和客户确认电镀件标准色样及色差参考样,从而帮助电镀厂参考打板。
而由于以上多种因素,不同电镀厂生产工艺不一样,难免出现打样板颜色差异的问题;
因此,就可以通过电镀色差计来进行测量,评定打样板与标准色样之间的色差程度,处理电镀色差问题。
由于电镀工艺、槽液等不能控制在绝对一致的条件所以或多或少会存在色差的问题,所以我们使用色差仪检测电镀件色差。
根据客户对精度等的要求,我们选用分光色差仪PS2080对同一批次不同样品间的色差进行测量。PS2080自带摄像头取景功能,能准确定位测量位置,让测量更简单!
黑白校准后,对单个样品进行两次测量,测试仪器的重复性。然后对相同批次间两个样品进行色差对比。
若行业内对容差有要求,则需对容差进行设置。
在电镀行业中,生产商家要懂得掌握客户对产品的要求在哪个范围之内,用色差仪测出的数值提交给他确认后,产品才不会因不符合要求而被拒绝。
本文链接:http://www.baolaifa.com/news/736.html
